
SOMMARIO
La rappresentazione ottimale degli elementi di automazione sui P&IDs in accordo con ISA 5.1, e l’uso della tipicizzazione per snellirli e migliorarne la leggibilità in modo da sveltire le attività di stima ed ingegneria dell’automazione ad essi associata, a differenti livelli di maturità di progetto.
- INTRODUZIONE
I P&ID sono i documenti fondamentali nella progettazione degli impianti di processo, ed Includono la rappresentazione e l’identificazione di tutti i componenti principali dell’impianto: tutte le tubazioni di processo, incluse quelle ausiliarie per avviamento e manutenzione, tutte le apparecchiature di processo, e tutta la strumentazione di monitoraggio e di controllo
Esistono rappresentazioni analoghe anche in ambiti industriali diversi, talvolta con nomi specifici del settore (Schemi Meccanici, Schemi di Marcia, HVAC Control Diagram, etc.).
La loro edizione è quasi sempre di competenza dei progettisti di processo, ma sono di fatto un documento multidisciplinare, e nei contesti ben organizzati richiedono l’elaborazione parallela di numerosi specialisti, con l’aggiunta graduale di sempre maggiori dettagli, nel corso di sviluppo del progetto.
Di fatto includono la definizione puntuale dello scopo materiale del progetto e facilitano la condivisione formale delle informazioni nelle organizzazioni multidisciplinari, identificando anche le apparecchiature che richiedono attività di progettazione congiunte.
Una documentazione accurata nell’ambito della disciplina di propria competenza significa contribuire allo sviluppo ottimale del processo di progettazione sia come costi che come tempi. Facilita la comprensione dello scopo del lavoro di ogni individuo o gruppo della squadra di progetto, chiarendo anche i limiti di batteria ed i punti di interfaccia che possono richiedere scambi di informazioni.
Si riduce la necessità di chiarimenti verbali, e quando questi sono effettivamente necessari, si tiene traccia di risultati e decisioni, anche per chi non aveva potuto partecipare, o per chi si unisce alla squadra di progetto in momenti successivi, oltre che a tutto il personale che si occuperà di produzione e manutenzione dopo la fine del progetto.
Ed in un contesto di sempre crescente digitalizzazione la cura formale della simbologia può facilitare non solo gli umani ma anche la lettura da parte di dispositivi elettronici intelligenti.
- CICLO DI VITA DEI P&ID
I P&ID di impianti complessi richiedono tipicamente diverse edizioni successive, che seguono anzitutto le fasi del progetto complessivo, ed ulteriori revisioni avvengono nei limiti di ogni specifica fase per riflettere i principali passi dell’attività, quali ad esempio la revisione o approvazione da parte di clienti o terze parti (es. in seguito allo studio HAZOP).
Anche se in casi specifici possono esserci ulteriori fasi distinte, e diversa nomenclatura, a seconda della dimensione del progetto e della complessità delle organizzazioni coinvolte, tracciamo di seguito le fasi che possiamo considerare ricorrenti.
- PROGETTAZIONE CONCETTUALE
Nella progettazione concettuale, a valle di una valutazione prevalentemente economica di opportunità dell’investimento, viene sviluppato uno studio di processo, che traccia l’analisi quantitativa di ingressi, uscite, consumi energetici, etc.
In questa fase i P&ID potrebbero anche essere approssimativi, o addirittura esclusi, e la progettazione focalizzata sui PFD (Process Flow Diagram) ed i bilanci materiali. Oltre alla valutazione puramente di processo, viene normalmente sviluppata una stima economica del costo del progetto con una certa tolleranza sulla variabilità, oltre ad una stima economica accurata della progettazione richiesta nella fase successiva (Progettazione di Base).
La progettazione di automazione sarà centrata sulle scelte generali (selezione delle tecnologie applicabili, architettura funzionale, filosofia dell’interfaccia utente, etc.) e limitata a valutazioni economiche preliminari basate su dati di riferimento per progetti similari, senza un vero dimensionamento di dettaglio.
Potranno anche essere eventualmente valutate possibili alternative su filosofie e tecnologie, rimandando la selezione ad una fase successiva.
- PROGETTAZIONE DI BASE
Nella progettazione di base si procede ad individuare la maggior parte degli elementi dell’impianto ma senza il massimo dettaglio. L’obiettivo principale è quantificare le attività dell’ingegneria di dettaglio più che scegliere i dettagli di ogni componente. In questo contesto i P&ID sono fondamentali per la quantificazione degli elementi, ma mancheranno numerosi dettagli che verranno affinati nella fase successiva. Nella progettazione di strumentazione si svilupperanno solo i fogli dati dei dispostivi più costosi (es. analizzatori), o di quelli la cui stima economica è proporzionale alle dimensioni (es. misuratori di portata, valvole), mentre si valuteranno solo le quantità per gli elementi che non hanno grande variabilità di costo (es strumenti di temperatura e pressione).
La progettazione di automazione richiederà anche la quantificazione di funzioni e segnali, e sarà quindi basata sulle informazioni disponibili nei P&ID, anche se la valutazione dovrà ancora avere una certa flessibilità e tolleranza.
- PROGETTAZIONE DI DETTAGLIO E SUCCESSIVE
Nella progettazione di base si procede ad individuare e dettagliare tutti gli elementi previsti con l’obiettivo di generare l’edizione per costruzione (“For Construction”). In questo caso maggiore sarà il dettaglio e maggiore l’accuratezza dell’implementazione reale.
A questo punto la revisione dei P&ID potrebbe ancora essere necessaria per riflettere ulteriori modifiche che possono essere generate in fase di costruzione (“As-Built”), o in fase di successive manutenzioni e modifiche funzionali, ma non aumenterà il livello di dettaglio del disegno.
- OBIETTIVI DEI P&ID PER L’INGEGNERIA DI AUTOMAZIONE
Nei contesti appena descritti possiamo individuare alcuni obiettivi specifici della rappresentazione dell’automazione.
Nella fase di progettazione concettuale non saranno normalmente richiesti grandi dettagli per l’automazione, e la rappresentazione nei P&ID non avrà un rilievo credibile nel dimensionamento del/dei sistemi di automazione. Si lavorerà prevalentemente alla definizione delle filosofie generali e dell’architettura funzionale. La stima economica del sistema sarà per lo più fondata su esperienze precedenti in impianti affini, tenendo conto delle tecnologie selezionate per il contesto, o magari valutando in parallelo diverse tecnologie possibili (DCS, SCADA, PLC).
Nelle fasi successive sarà invece necessario rappresentare il più fedelmente possibile l’automazione per permettere la definizione anche quantitativa del sistema di controllo e monitoraggio. Progettazione di base e di dettaglio avranno probabilmente un livello di dettaglio differente, compatibile con il progredire graduale della progettazione. Ma gli obiettivi di fondo saranno gli stessi:
‣ Individuare e quantificare la strumentazione di campo
‣ Individuare e quantificare i segnali scambiati tra campo e sistema di automazione, per la regolazione e per il monitoraggio
‣ Individuare e quantificare le funzioni del/i sistema/i di automazione e la visualizzazione di sala controllo e interfaccia utente
La stima della dimensione del sistema e la conseguente valutazione economica sono fondate sulle valutazioni delle funzioni da sviluppare nel software di automazione, e sulla quantificazione delle connessioni includendo sia i componenti del sistema dedicati allo scambio di segnali (moduli I/O, marshalling, remote /IO, etc.), sia la parte impiantistica (cavi, percorsi, passerelle, cassette di giunzione, etc.).
Nel seguito approfondiremo gli obiettivi descritti con alcuni esempi pratici. Utilizzeremo la normativa ANSI/ISA 5.1 (Instrumentation Symbols and Identification), che crediamo essere il più diffuso nell’ industria di processo. Esistono anche altri sistemi di simbologia, alcuni molto simili a quello citato, altri con differenze significative dal punto di vista grafico. Ma gli obiettivi di fondo enunciati sopra, ed i concetti che esprimeremo nel seguito sono comunque validi al di là della simbologia specifica.
- UN ESEMPIO DI BASE: INDICAZIONE DI TEMPERATURA
Iniziamo con un a semplice indicazione di temperatura. In figura 1 vediamo una rappresentazione che viene utilizzata spessissimo.
Che informazioni possiamo ricavare da questa immagine? Abbiamo un sensore di temperatura in campo (sottinteso) montato su una tubazione. Il sensore è collegato elettricamente (linea tratteggiata) ad un sistema di controllo (“DCS” nel seguito). La lettura di temperatura è disponibile per l’operatore nella sala controllo principale (sigla TI nel simbolo ISA per tale ubicazione del servizio).

Non è poco, e ci potrebbe probabilmente bastare in fase di progettazione di base. Ma in fase di dettaglio occorrerà definire ulteriori dettagli: che tipo di sensore utilizzeremo (termoresistenza RTD? Termocoppia? Altro?), lo collegheremo direttamente o tramite un trasmettitore? e dove installeremo il trasmettitore?
E lo specialista di strumentazione si chiederà anche come installare il sensore sulla tubazione. Con un pozzetto? Ed altro ancora.
Nella realtà abbiamo numerose soluzioni possibili, che possiamo in buona parte dettagliare anche sul disegno. Alcuni esempi sono in figura 2. Potremmo avere un trasmettitore in campo per la trasmissione di un segnale, spessissimo 4.20 mA, come nell’ esempio di sinistra. Ma scegliendo gli adeguato moduli di I/O su DCS potremmo anche avere una connessione diretta (segnale in mV), come al centro. E nell’esempio di destra abbiamo un caso di connessione tramite trasmettitore, ma posizionando quest’ultimo negli armadi dove si attestano i cablaggi da campo.

E ci sono numerose ulteriori possibilità se consideriamo anche le interazioni con altri sistemi (esempio di tipo PLC). Vediamo alcuni casi in figura 3. Il dispositivo “trip amplifier” legge il segnale 4-20mA da campo e lo replica immutato verso il sistema di automazione. In parallelo la condizione di detto valore analogico rispetto ad una soglia (maggiore o minore) o basso), e genera un segnale digitale che può essere utilizzato per generare un allarme (alto o basso) o attivare una logica.

L’UTILIZZO DI SCHEMI TIPICI
Quindi possiamo fornire numerosissimi dettagli arricchendo il disegno di particolari. A quelli segnalati sopra si possono anche aggiungerne ulteriori attraverso simbologia o testi esplicativi da inserire lateralmente ai simboli, o anche eventualmente nelle note generali del disegno. Ma il disegno rischia di appesantirsi, ed aumenta anche il rischio di errori ed omissioni.
Una strategia molto efficace è quella di utilizzare schemi tipici, che possono essere completamente dettagliati una sola volta per l’intero progetto, da inserire in un foglio di legenda, o anche in un documento dedicato, eventualmente arricchito anche da narrativa.
Se sviluppati in un documento, separatamente dai disegni di processo, si potrà anche semplificare la separazione delle competenze specifiche di processo ed automazione. In ogni caso questo tipo di strategia richiede coordinamento e condivisione di intenti tra processo, automazione, strumentazione di campo. Talvolta potrebbe anche essere coinvolto il fornitore o integratore del sistema di automazione, perché il concetto dei tipici si può facilmente estendere anche allo sviluppo hardware e software del sistema di automazione.
Se i tipici possibili in generale sono virtualmente illimitati, la selezione applicabile ad un determinato progetto risulta normalmente ridotta a pochi casi reali, assecondando le preferenze, e le buone pratiche dell’EPC contractor (Engineering Procurement Construction) e dell’utilizzatore finale.
In figura 4 mostriamo un possibile esempio, dove oltre ad alcuni particolari descritti nel capitolo precedente, abbiamo aggiunto anche la presenza di un pozzetto (TW) per l’installazione, e la tipologia di elemento sensibile (Pt100).

UN ALTRO ESEMPIO: VALVOLA DI INTERCETTAZIONE
Analizziamo in figura 5 un altro caso molto frequente; una valvola di intercettazione, detta anche ON-OFF perché caratterizzata da due condizioni possibili: aperta o chiusa. In questo caso risulta evidente l’elemento in campo, ma non c’è evidenza di connessioni a sistemi di automazione, e nemmeno indicazioni sulla modalità di comando (locale? Sala controllo?).

Analizzando meglio la funzionalità potremmo avere moltissime combinazioni diverse, ed in figura 6 mostriamo due casi molto frequenti. Nel primo a sinistra potremo comandare manualmente (come indicato dalla lettera H) la valvola dalle stazioni operatore di sala controllo. Un segnale digitale in uscita da sistema governerà la posizione attraverso un solenoide. Nel caso di destra avremo una situazione analoga per il comando, salvo il fatto che la lettera “K” ci indica che opereremo normalmente attraverso sequenze o logiche automatiche. Inoltre, avremo dei segnali da campo (ZLH, ZLL da fine corsa) per la verifica della posizione della valvola, ed a livello di sistema, tramite una logica interna anche una verifica di eventuale discrepanza (ZAHL), ovvero una differenza tra comando impartito da sistema e posizione ottenuta in campo.

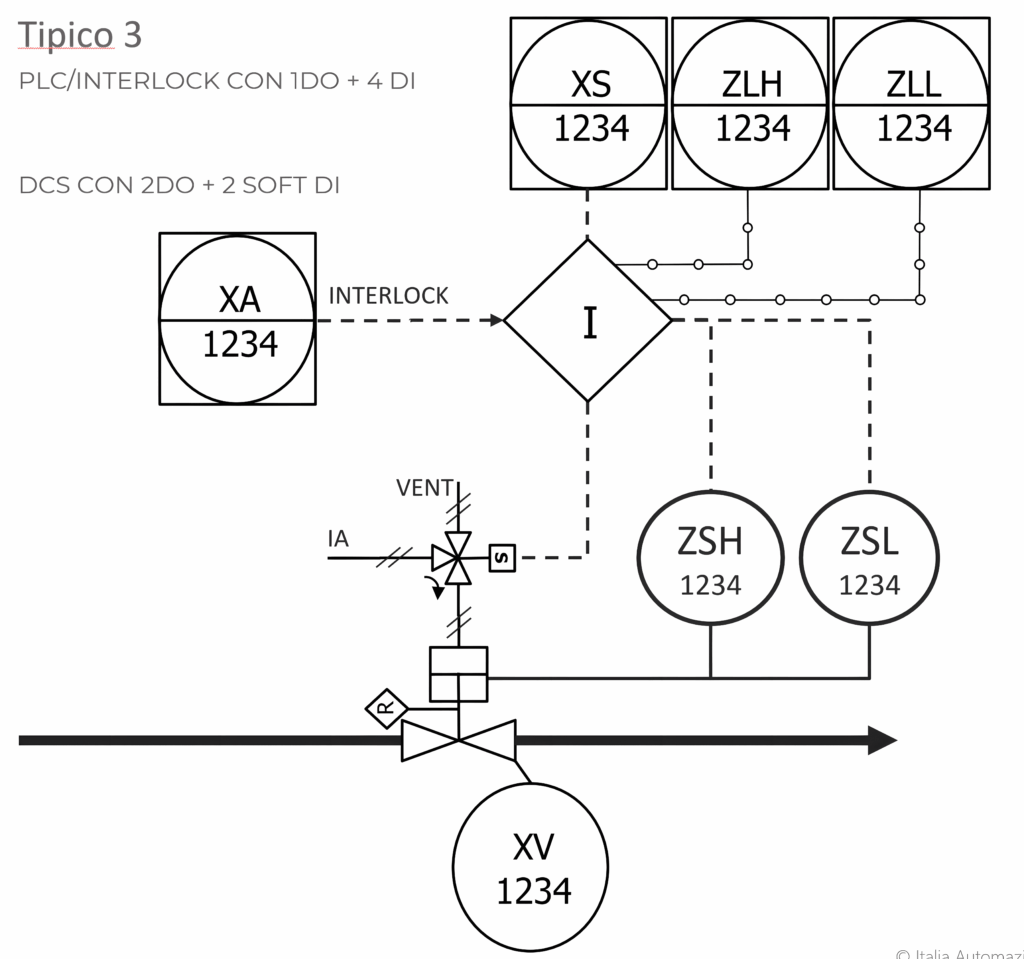
Oppure potremmo scegliere la configurazione di figura 7 dove la valvola è sotto controllo e monitoraggio diretto di un PLC (o dispositivo equivalente, come indicato dal rombo con la lettera “I”), che svolge anche una funzione di interblocco. Da DCS è possibile comunque comandare manualmente la valvola (da XS) tramite un segnale cablato. I fine corsa sono invece cablati a PLC e duplicati a DCS tramite connessione su bus. E se il solenoide venisse de-energizzato, sarà possibile governare nuovamente la valvola solo dopo un intervento di reset manuale in campo.
Tutti i casi descritti, tantissimi altri, possono essere “tipicizzati” per poter rappresentare in poco spazio gruppi di strumenti anche di elevata complessità. Ed in maniera simile posso essere trattati i motori, che possono avere un insieme anche più ampio di sensori ed azionamenti (acceso/spento, locale/remoto, inversione di senso di marcia, velocità variabile, malfunzionamenti elettrici o meccanici, etc.).

CONSIDERAZIONI SU IMPIANTI PACKAGE
Chiudiamo adattando quanto detto agli impianti di tipo “package”. Ne esistono illimitate tipologie, ma sono tutti riconducibili alla realizzazione secondo gli standard costruttivi del produttore, invece che quelli dell’utente finale. Con il vantaggio di sviluppo più agile, e tempi di consegna più rapidi. Tipicamente hanno dimensioni compatte e funzioni ausiliarie, da integrare in impianti più ampi, realizzati in maniera tradizionale.
Per questa tipologia di impianti abbiamo alcune limitazioni: il fornitore realizza normalmente il P&ID relativo, ma senza necessariamente seguire il completo ciclo di vita del progetto, e la progettazione avviene senza conoscenza e senza giurisdizione diretta dei sistemi di automazione realizzati per gli impianti principali.
Gli obiettivi dei P&ID adattati al concetto del package avranno quindi i seguenti obiettivi:
‣ Individuare e quantificare la strumentazione di campo
‣ Individuare e quantificare i segnali DISPONIBILI per il sistema di automazione, per la regolazione e per il monitoraggio
‣ Individuare e quantificare le funzioni del/i sistema/i di automazione locale e la visualizzazione bordo macchina
‣ SUGGERIRE le funzioni del/i sistema/i di automazione e la visualizzazione di sala controllo e interfaccia utente
In figura 8 viene mostrata una modalità frequentissima, e probabilmente la più semplice, di rappresentazione: vengono indicati come indicatori (es. TI) gli strumenti locali, e come trasmettitori (es. TT) tutti gli strumenti potenzialmente collegabili a sistemi di automazione del cliente. Nelle nuvolette viene mostrata la rappresentazione equivalente tradizionale.

Nel caso di strumentazione ed eventuale automazione locale si possono rappresentare in modo tradizionale, usando la simbologia prevista. Alcuni strumenti potranno avere duplice compito, come la visualizzazione locale, oltre alla connessione ad un sistema DCS esterno. Questo caso è illustrato in figura 9, dove è stato anche utilizzato il simbolo dell’esagono per rappresentare un sistema di automazione il più generico possibile, “sconosciuto” al fornitore del package. E la sigla AI nell’esagono non vuole rappresentare il tipo di strumento, ma il tipo di segnale collegabile, ovvero un ingresso analogico

Il fornitore del package produce di solito il proprio impianto usando la stessa tecnologia e la stessa metodologia in contesti diversi e per clienti diversi. Ed emette normalmente un’unica revisione del/dei P&ID.
L’utente finale (o l’EPC contractor che ha in carico il progetto completo) posso riconoscere la necessità di mostrare su documenti appropriati tutto quello che riguarda l’integrazione dell’impianto package con tutto quello che lo circonda ai limiti di batteria. Questo vale sia per le interfacce di processo che per l’automazione. Si possono quindi dedicare uno più P&ID a rappresentare questa integrazione, con le informazioni complementari che il fornitore del package non ha ho comunque non può gestire.
In figura 10 forniamo un esempio di pura fantasia. Il package può essere rappresentato come una black box delineata da un contorno che sottolinea i limiti di batteria. In questa scatola possono esser citati il numero di documento di riferimento del fornitore del package, e gli eventuali richiami a strumentazione locali utile per la conduzione. All’ esterno vengono invece mostrate le connessioni con sistemi di automazione DCS o altro, ed anche le connessioni di processo.

CONCLUSIONI
La cura nella simbologia nei P&ID permette di definire con precisione lo scopo del lavoro in un contesto di progetto. Per l’ingegneria di automazione occorre focalizzare l’attenzione su numero e tipologie di strumentazione di campo, lo scambio di segnali tra campo e sistema, e la quantificazione delle funzioni di monitoraggio e controllo, definendo anche il tipo e la posizione delle interfacce uomo-macchina.
L’uso di moduli tipici nei diagrammi, da descrivere in maniera completa in una legenda, o in un documento di riferimento generale, permette di minimizzare il tempo di elaborazione e spazio occupato nella grafica dei P&ID, mantenendo esauriente l’informazione trasmessa.
BIBLIOGRAFIA
[1] ANSI/ISA 5.1-2022: Instrumentation Symbols and Identification (normativa)
[2] Control System Documentation: Applying Symbols And Identification 2nd Edition, di Thomas McAvinew e Raymond Mulley (Libro)
Nota Autore
Carlo Lebrun, Italia Automazione Srl, Lead Automation Engineer
Laureato in Ingegneria Chimica al Politecnico di Milano. Attualmente impiegato come Automation Lead Engineer in Italia Automazione Srl.
Ha maturato 34 anni di esperienza nell’ingegneria di processo e di automazione di processi industriali petroliferi, petrolchimici, chimici e farmaceutici. In molti progetti ha partecipato direttamente all’Integrazione software ed alla messa in servizio. Ha collaborato con numerose aziende con diversi ruoli di mercato: grandi società di progettazione/EPC, piccole società di integrazione sistemi, utilizzatori finali tra i maggiori al mondo, e fornitori leader di tecnologie di automazione. Ha avuto esperienze significative in diversi grandi progetti di migrazione di sistemi, e nel controllo di processo, sia di base che avanzato (APC). Oltre alle attività di progetto, si occupa anche regolarmente di formazione.
Marco Chrappan, Italia Automazione Srl, Lead Automation Engineer
Laureato in Ingegneria Meccanica al Politecnico di Milano. Attualmente impiegato come Automation Lead Engineer in Italia Automazione Srl.
Ha maturato 18 anni di esperienza nell’ingegneria di automazione di processi industriali petrolchimici e farmaceutici. Si occupa principalmente della definizione di requisiti utente, specifiche tecniche funzionali, FAT, SAT e messa in servizio. Ha collaborato principalmente con società di ingegneria per le fasi di design e costruzione di progetti sia di revamping che green field – trattando diverse tipologie di sistemi DCS, BMS, HVAC, Sistemi di monitoraggio ambientale, PLC bordo macchina.
